資訊中心
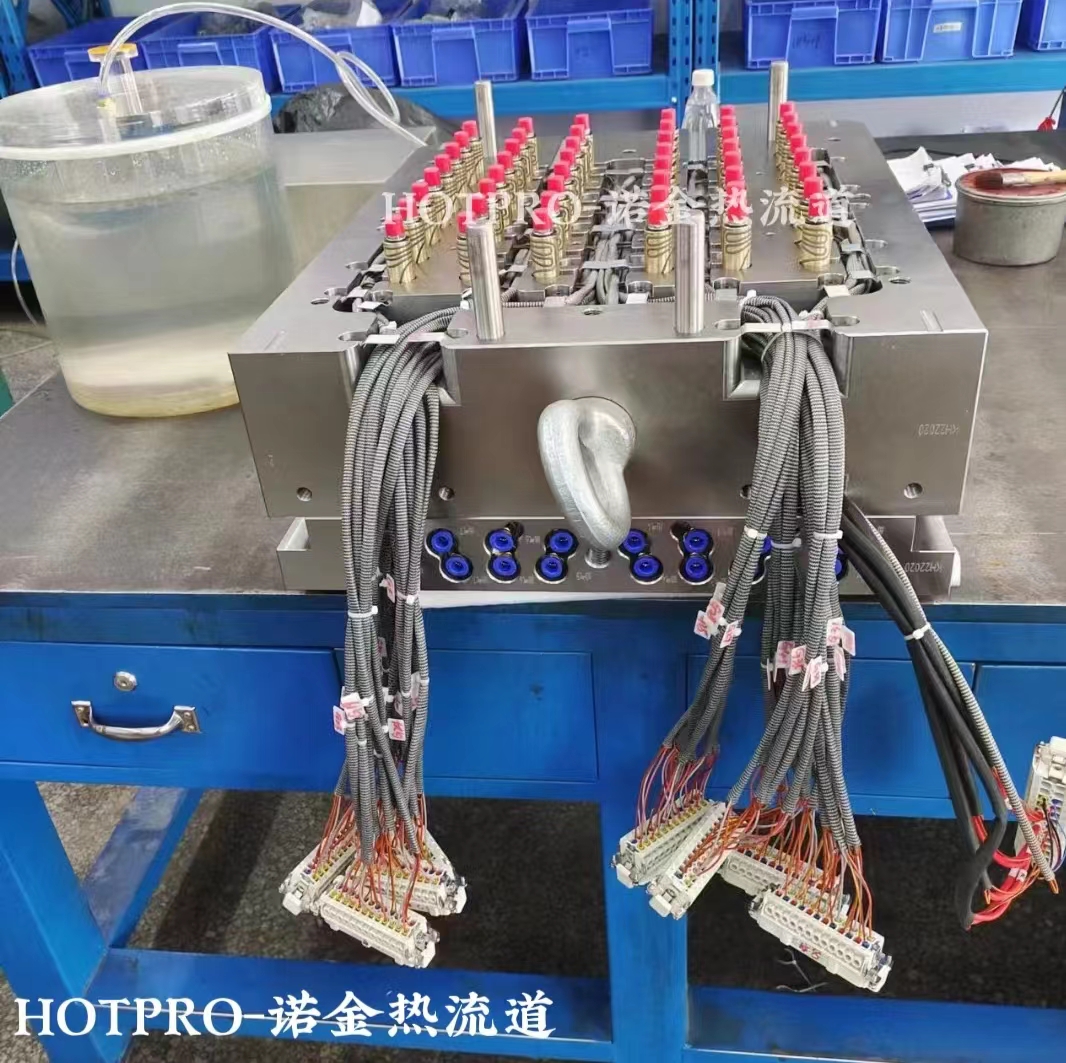
熱流道和冷流道的優(yōu)勢對比
更新時間 2023-02-03 15:50:47 閱讀 0
(1)冷流道 型后的塑料制品出現(xiàn)料花 (2)熱流道
1)在注塑填充過程中,由于料流前端的熱量不斷損耗,料流表面產(chǎn)生凝固,注塑壓力損失較大,直接影響到注塑機的使用壽命。
2)在注塑填充過程中,由于料流前端的熱量不斷損耗,料流表面產(chǎn)生凝固,造成注入模具中的塑料溫度不均勻,可能直接導(dǎo)致成、熔接痕、變形、翹曲、凹陷、填充不滿等一系列問題,使塑料制品無法達到要求。
3)由于冷流道的產(chǎn)生,迫使工廠需設(shè)立專門的廢料二次加工設(shè)備,造成人力、物力和材料的浪費。
4)有些模具結(jié)構(gòu)存在澆口和塑料制品不能自動分離的問題 ,需增加修剪澆口工序 ,自動化程度低 。
5)模具冷卻時間長 ,填充時間長 ,造成生產(chǎn)效率低下
1)熱流道加熱后的溫度和注塑機料筒、射嘴的溫度幾乎相等 ,避免了熔融塑料在流道內(nèi)表面冷凝的現(xiàn)象 ,注塑壓力損耗較小。
2)塑料成型后 ,質(zhì)量較高。因為塑料在注人型腔后溫度、壓力和密度均勻,成型后塑件內(nèi)應(yīng)力小,變形也較小,尺寸穩(wěn)定。
3)無廢料,節(jié)省材料,節(jié)約資源和成本